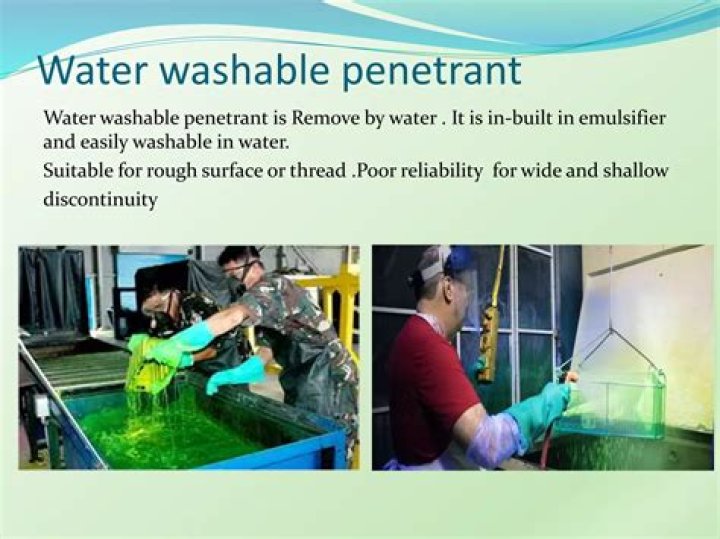
Water washable penetrants are removed by manual or automated water spray, manual wipe or air agitated immersion wash. If a manual spray is used the water pressure should not exceed 40 psi; the temperature should be between 50–100°F / 10–38°C using a coarse spray at a minimum distance of 12 in / 30 cm from the part.
When using a post emulsifiable penetrant the excess penetrant is removed?
Post emulsifiable penetrants (Methods B, C, and D) require either solvent removers (Method C) or emulsifiers (Methods B and D) to remove the excess penetrant from the part surface. Unlike water washable penetrants (Method A), post emulsifiable penetrants will not rinse from part surfaces with water alone.
When removal of penetrant from the defect due to over washing of the part is a concern which method would most often be used?
When removal of the penetrant from the defect due to over-washing of the part is a concern, a post-emulsifiable penetrant system can be used. Post-emulsifiable penetrants require a separate emulsifier to breakdown the penetrant and make it water washable.
When using a water washable penetrant testing process Why should the water rinse temperature remain constant?
Q.When using a water washable penetrant testing process, why should the water rinsetemperature remain constant?A.To avoid changes in rinse efficiencyB.To maintain the temperature of the partC.To avoid over washingD.To avoid under washingWhich is the proper procedure to remove the excess solvent removable penetrant?
Excess solvent removable penetrants shall be removed by wiping the surface under examination with a dry cloth or absorbent paper.
Which of the following is normally prohibited as a method of removing excess penetrant when using the solvent removable penetrant process?
Q.Which of the following is normally prohibited as a method of removing excesspenetrant when using the solvent removable penetrant process?A.A water sprayB.A hydrophilic scrubberC.A solvent sprayD.Clean with lint free towels moistened with solvent
What type of solvent removal may be used with a solvent removable penetrant?
Q.What type of solvent removers may be used with a solvent removable penetrant?B.Only the cleaner recommended by the manufacturer of the penetrantC.Any alcohol based solventsD.Only chlorinated hydrocarbonsAnswer» b. Only the cleaner recommended by the manufacturer of the penetrant
Which type of penetrant is less vulnerable to contamination from cleaning fluid?
Visible penetrants are also less vulnerable to contamination from things such as cleaning fluid that can significantly reduce the strength of a fluorescent indication.Which type of penetrant is least susceptible to over washing?
Q.Which type of penetrant process is least susceptible to over washing?B.Water washableC.Post emulsifiableD.FluorescentAnswer» c. Post emulsifiable
Which of the following pre-cleaning process is not recommended?5. Which of the following is not a method of pre-cleaning? Explanation: The application of pre-cleaning is one of the steps of inspection of dye penetrant test. Solvent, alkaline, vapour degreasing and media blasting are a few types of pre-cleaning process, but not acid blasting.
Article first time published onWhy excess amount of developer is removed in liquid penetrant method?
Excess Penetrant Removal: This is the most delicate step of the inspection procedure because the excess penetrant must be removed from the surface of the sample while removing as little penetrant as possible from defects.
What is a disadvantage of solvent removable penetrant?
Q.What is a disadvantage of the solvent removable penetrant process?A.It is the least sensitive of the penetrant processesB.It is not well suited for use on rough surfacesC.It is highly portableD.No water is required for its use
How do you clean penetrant dye?
Removing Penetrant When sufficient penetration time has been allowed, wipe the surface clean with a clean towel or cloth. Repeat if necessary. Some surfaces will require only wiping. In general, however, remove excess surface penetrant with clean cloths premoistened with cleaner/remover.
Which method of penetrant removal is post emulsified hydrophilic?
Method D fluorescent penetrant inspection utilizes Hydrophilic Emulsifier to remove the surface penetrant. Hydrophilic Emulsifier is supplied as a concentrate by the manufacturer, and the hydrophilic emulsifier is diluted with water prior to use.
When performing a fluorescent penetrant examination excess penetrant is normally removed?
Step 3: Excess penetrant removal After the identified dwell time has passed, penetrant on the outer surface of the material is then removed. This highly controlled process is necessary in order to ensure that the penetrant is removed only from the surface of the material and not from inside any identified flaws.
Which of the following is the most desirable method of pre cleaning a test piece prior to penetrant testing?
Q.Which of the following is the most desirable method of pre-cleaning a test piece priorto penetrant testing?B.Vapour degreasingC.Emery clothD.Wire brushingAnswer» b. Vapour degreasing
Which of the following chemical elements are normally held to a minimum in liquid penetrant material?
Q.Which of the following chemical elements are normally held to a minimum in liquid penetrant materials, when testing stainless steel and titanium?B.ChlorineC.CarbonD.OilAnswer» b. Chlorine
How is the size of liquid penetrant indication usually related to the discontinuity it represent?
Q.How is the size of a liquid penetrant indication usually related to the discontinuity it represents:C.Equal toD.Not related toAnswer» a. Larger than
When performing a post emulsifiable penetrant test the test piece does not rinse acceptable clean during normal processing what should be done?
Q.When performing a post emulsifiable penetrant test, the test piece does not rinse acceptable clean during normal processing. What should be done?A.Return the test piece to the emulsifier and repeat the stepB.Increase water temperature and pressure
Which emulsifiers are water based?
Hydrophilic systems are water-based and supplied as a concentrate that must be diluted with water prior to use . Lipophilic emulsifiers (Method B) were introduced in the late 1950’s and work with both a chemical and mechanical action.
What is the disadvantage of LPI Mcq?
Explanation: LPI is a fast, non-expensive and reliable test. It is limited by the depth of the defect. So disadvantage of Liquid penetrant testing is depth restriction. … Explanation: Penetrant is applied on the surface so surface defects only can be detected.
Which type of developer is considered the most sensitive?
Type of Developer Used and Method of Application Nonaqueous developers are generally recognized as the most sensitive when properly applied. There is less agreement on the performance of dry and aqueous wet developers, but the aqueous developers are usually considered more sensitive.
What is DPT method?
Dye Penetrant Test (DPT) is one of the most inexpensive non-destructive test (NDT) methods, used to check the surface irregularities of any component. This test method is popular by many names, which are as follows; Liquid Penetrant Inspection (LPI) Liquid Penetrant testing or Liquid Penetrant test (LPT)
Which level penetrant is most sensitive?
- Level ½ – Very low sensitivity.
- Level 1 – Low sensitivity.
- Level 2 – Medium sensitivity.
- Level 3 – High sensitivity.
- Level 4 – Ultrahigh sensitivity.
How many types of penetrant are there?
three basic types of penetrant: Colour contrast. Fluorescent. Dual purpose (fluorescent / colour contrast)
What are the standards applicable to liquid penetrant testing?
ISO 3452-1:2013 specifies a method of penetrant testing used to detect discontinuities, e.g. cracks, laps, folds, porosity and lack of fusion, which are open to the surface of the material to be tested.
What is the preferred pre-cleaning process for removal of oil and grease?
Vapor Degreasing – Vapor degreasing is highly preferred, especially when heavy oils and grease may be present. Solvent Type Cleaners – Solvent-type clean- ers may be selected for cleaning when other equipment is not available.
How long is a penetrant allowed to soak in cracks?
A dwell (soak) time needs to be observed to allow for the penetrant to permeate into cracks and voids. This is typically 5 to 30 minutes but should never be long enough for the penetrant to dry.
What is the disadvantage of liquid penetrant test?
Liquid penetrant testing has the following disadvantages: Extensive, time-taking pre-cleaning critical—surface contaminants can mask defects. Sensitive to surface-breaking defects only. Direct connection to the surface under test necessary.
When using a water washable penetrant testing process Why should the water rinse temperature remain constant?
Q.When using a water washable penetrant testing process, why should the water rinsetemperature remain constant?A.To avoid changes in rinse efficiencyB.To maintain the temperature of the partC.To avoid over washingD.To avoid under washing
Why pre cleaning is important in liquid penetrant testing?
Pre-cleaning of parts is critical since contaminants can mask defects, and post-cleaning is required to remove residues. Liquid penetrant inspection can be used successfully on nonporous and fairly smooth materials such as metals, glass, plastics and fired ceramics.